
资讯中心NEWS CENTER
在发展中求生存,不断完善,以良好信誉和科学的管理促进企业迅速发展开始生产作业时,按以下程序进行开机操作。(1)合上本机电源总闸。(2)将操作台上电源钥匙开关旋钮旋向“开”,接通控制电源。⑶启动上仪机系统。(4)操作台面板上的按钮7选择工作方式。(5)先后分别按下操作台面板上的按钮5.(6)在上位机系统及人机界面中输入定单数量,剪切长度等参数。(7)纸板到来时机器进入正式工作状态。关机:停止生产作业时,按以下程序进行关机操作。(1)先后分别按下操作台面板上的按钮6.(2)将操作台上电源钥匙开关旋钮旋向“关”,断开控制电源。⑶关闭上位机系统。(4)断开本机电源总闸。紧急停车:紧急停车按钮在操作台面板,当出现紧急情况时,要迅速按下紧急停车按钮,则机器终止运行。(控制执行机构的电源全部断开,显示故障的电源仍然存在)注意!出现以下情况时应紧急停机操作:(1)出现威胁设备安全的情况时(2)出现威胁人员安全的情况时⑶出现其它需要紧急停机的情况时分切机,就选温州胜钥环保设备有限公司,有需要可以联系我司哦!福建亚粉纸分切机规格
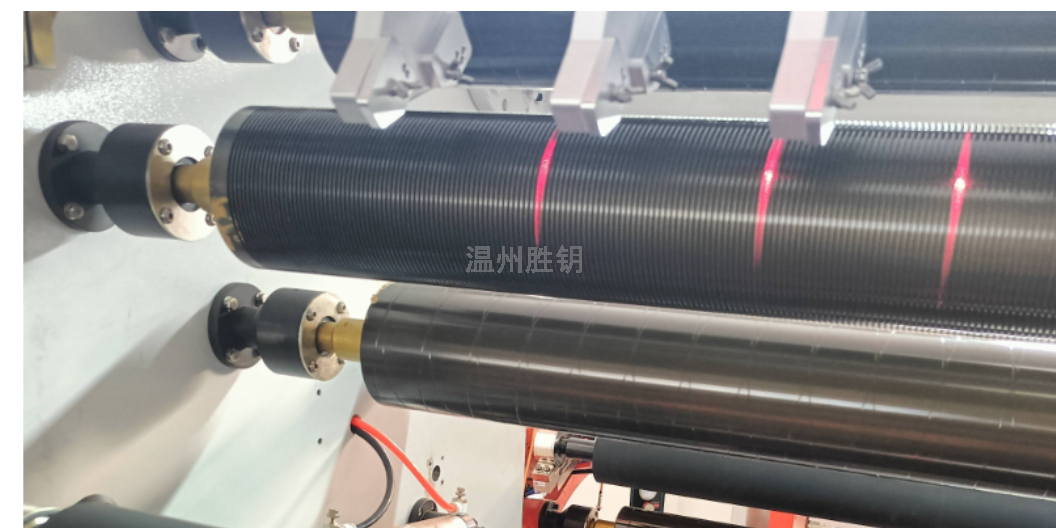
分切机是一种对宽卷材料进行纵向分切的设备,分条机结构:由开卷(放卷)、引料定位、分条纵剪、卷取(收卷)等组成的设备。其主要功能是将宽卷材料设长度方向剪切成窄的一定尺寸卷材,为日后其它加工工序做好准备。分切机主要用于造纸厂印刷厂各种膜类纸类这样的机器设备中,用通俗的话语是将很宽的大卷的产品分切成不同宽度的产品,与此同时,我们一般都能够检查出产品的质量,分切机的特点多样,我们在操作的时候,更能发挥它的特点。四川全自动高精度分切机哪家好温州胜钥环保设备有限公司是一家专业提供分切机的公司,欢迎您的来电!

分切机运转状况的正常是保证⽣产质量的根本。因为,每台分切机经过常时间⾼速运转后,⼀些重要关键部件运⾏精度将有所下降,这对分切⼀些⼩规格的膜卷和纸卷,要保证运⾏精度就有点困难。因为,复合膜属于⾼分⼦类产品,本⾝厚度⽐较薄,加⼯中容易受损坏,所以,分切时的运⾏精度不够时,薄膜上容易产⽣纵向条纹划痕等质量问题。为此,经我们胜钥多年观察和研究,确认分切中产⽣的纵向条纹划痕是分切中主要的质量问题,必须要解决。
换刀、调刀操作1、生产时必须保证刀片不影响产品质量,对于刀刃不好而导致卷边、毛刺以及其它损伤而引起成品端面不良时,必须换刀。2、调刀时,应将刀槽内的铝箔清理干净,并尽量避开有塌边等缺陷的刀槽作为下刀槽。3、每一刀片可以单独调整在刀槽中的深度(经验值约0.5mm)使刀刃正对下刀槽中部位置,并上紧固定刀片的螺栓。4、刀槽辊槽宽0.64mm,节距2mm,偶数宽度料都可获得。卷材宽度由上刀刃的距离决定,精度由用于测量刀刃距离的尺子精度决定,宽度由分切后确定,超差再调整。5、刀片架适合于薄型双刃刀片,可以有2个边切,5个两刀中切,对中切来说,可获得4mm~50mm的抽条。6、所有的切边刀调整好后,应缓慢放下刀架作进一步检查,确认每一块刀片都在刀槽中部位置,深度适中或用铝箔做切条试验,合格后拾起刀架。温州胜钥环保设备有限公司是一家专业提供分切机的公司,欢迎新老客户来电!
分切条件的设置1.材料性能的了解,包括刚性强度、延伸性、平滑性、厚度等,这些是设定分切工艺参数的重要因素。2.分切成品的规格必须清楚,包括长度1000M、卷径300㎜、宽度,还要了解特殊要求,例如纸芯要求和接膜方式与数量标记(接膜方式有搭接和下压两种方式,平接有对花和随意两种方式)等。3.张力设置是分切过程中非常重要的环节,因为分切本身就是一个退卷和重新卷取的过程。张力控制对分切产品的质量有着决定性的影响,它包括卷取压力和锥度。分切的放卷张力指的是膜卷分切前的张力,原则上放卷、进料张力应设定在较低的范围。如果张力过大,剩余应力大,会导致图案拉伸、薄膜变形等问题,进而影响下道工序的生产或使用。卷取张力由气轴的隔片和摩擦轴环之间的摩擦力加以控制。分切机,就选温州胜钥环保设备有限公司,让您满意,欢迎新老客户来电!海南牛皮纸分切机精切度高
温州胜钥环保设备有限公司为您提供分切机设备。福建亚粉纸分切机规格
分切机刀片分切纸板尾部偏斜:1、分切机刀片送纸定位档板调节不当;2、分切刀片有一段过钝,与其他刀的线速度有差异;3、分切机刀片的导纸轮调整不当;4、分切机刀片送纸不当。分切机刀片产生毛边:1、分切机刀片已钝、应打磨;2、分切机刀片与刀槽重合过浅;3、分切机刀片的刀槽内卷入纸边、纸毛,应彻底清理干净再开机;4、分切机刀片的刀槽间隙过大,一般以不大于2.5mm为宜。分切机刀片压痕线容易破裂:1、原纸低劣;2、压线过深。分切机刀片压痕线条不直:1、分切机刀片压线过浅,折线凹凸不平,影响箱体美观;2、分切机刀片送纸偏斜;3、分切机刀片上下压线轮未调正。分切机刀片切口边缘不垂直:1、分切机刀片刀架角度不正;2、分切机刀片不在刀槽中心;3、分切机刀片刀刃磨偏。福建亚粉纸分切机规格



